

Beyond Grip: How Precision Knurling Optimizes Manufacturing Efficiency and Product Quality

Introduction
In today’s competitive manufacturing landscape, engineers and designers face a critical dilemma: they must enhance product ergonomics and aesthetics – for items like tool handles and medical device knobs – while simultaneously controlling costs, ensuring production efficiency, and guaranteeing component reliability. Often, standard surface treatments fail to meet all these demands simultaneously. A fundamental issue is that many design teams treat texturing as a last-minute “cosmetic” step rather than a core functional element integrated from the initial design phase. This oversight leads to poor manufacturability, high rework rates, and potential product failure risks.
This article delves into an often-underestimated precision process – knurling – and explores how it serves as a key solution. Moving beyond its basic anti-slip function, we will examine how precision knurling optimizes design, enhances automation, and ensures quality consistency to significantly boost manufacturing efficiency and reduce total costs in both prototyping and mass production. So, how does knurling evolve from a basic technique into a core component of smart manufacturing strategy?
What Is the True Purpose of Knurling in Modern Manufacturing?
The common perception of knurling begins and ends with improving grip. However, its role in modern manufacturing is far more strategic and multifaceted, contributing directly to product quality and operational optimization.
1. Functional Versatility: Beyond Basic Friction
Knurling serves several critical functional purposes. Primarily, it enhances controllability and safety by providing a secure, non-slip surface, which is crucial for hand-operated tools and medical instruments. Furthermore, it facilitates mechanical assembly through press fits, allowing components to be joined securely without additional fasteners, simplifying design and reducing part counts.
2. Manufacturing Efficiency and Cost-Effectiveness
From a production standpoint, knurling is a highly economical alternative. It can often be performed in-cycle on CNC lathes or mills, eliminating the need for secondary operations or complex assembly processes. This integration streamlines production, reduces handling time, and lowers overall costs. To fully understand the versatility of knurling across different applications, a deeper look into the purpose of knurling and its design considerations is beneficial.
3. Aesthetic Enhancement and Brand Identity
Beyond pure function, a well-executed knurl pattern significantly improves product textural and perceived value. A consistent, precision knurl can become a unique brand identifier, distinguishing a product in the marketplace. According to the ISO 9001 quality management framework, standardizing and controlling key manufacturing processes like knurling is fundamental to ensuring consistent quality and efficiency.
How Does Diamond Knurling Compare to Straight Knurling for Operational Optimization?
Selecting the right knurl pattern is not merely a cosmetic choice; it directly impacts manufacturing performance and the end-user experience. The two primary types are diamond knurling and straight knurling.
l Performance and Application Differences: Diamond knurling, with its criss-cross pattern, provides superior multi-directional grip and is often chosen for applications requiring high torque or where aesthetics are a priority, such as tool handles and decorative knobs. Straight knurling offers a directional grip and is typically used for thumb grips or simple adjustment rings. The choice affects functionality, tooling requirements, and cycle time.
l Impact on Production Efficiency and Tool Life: The geometric complexity of a diamond pattern can influence production. It may require more precise tool alignment and different feed and speed parameters compared to straight knurling. Optimizing these parameters is essential for maximizing tool life and minimizing machining time. Clear specification of the knurling type, angle, and tolerances on engineering drawings, in compliance with standards like ASME Y14.5, is critical to avoid ambiguity, reduce communication costs, and prevent rework.
What Are the Key Considerations for Integrating Knurling into the Product Prototyping Phase?
Incorporating knurling considerations early in the product prototyping phase is a cornerstone of Design for Manufacturability (DFM). This proactive approach prevents costly changes later.
1. Adhering to Fundamental DFM Principles
Successful knurling integration requires careful attention to design details. Key factors include maintaining adequate wall thickness beneath the knurl to prevent distortion, specifying appropriate transition radii to avoid stress concentrations, and considering the relationship between the knurled feature and adjacent components. Establishing clear DFM knurling guidelines from the outset is essential.
2. Prototype Validation for Function and Feel
Prototyping serves as the critical phase for validating knurling design effectiveness. Utilizing rapid prototyping methods – such as 3D printing with textured finishes or small-batch CNC machining – enables engineers to thoroughly evaluate ergonomics, functionality, and visual appeal prior to mass production. This iterative validation process ensures the design is optimized for both user experience and manufacturability.
Adherence to rigorous industry standards such as IATF 16949 and AS9100D ensures that the entire process validation – starting from the prototype phase – maintains high reliability and repeatability. These certifications provide a systematic framework for verifying design integrity, controlling variability, and delivering consistent quality throughout production.
How to Select the Right Knurling Tool and Parameters for CNC Machining?
Achieving a high-quality knurl consistently requires the correct selection of tools and the optimization of machining parameters. This practical guide outlines the key factors for success on a CNC machine.
l Knurling Tool Selection Criteria: The choice of the knurling tool is critical. Considerations include the type (e.g., bump knurlers vs. cut knurlers), the material (such as carbide for longevity), and the pitch (teeth per inch) of the knurl wheel. The pitch must be chosen relative to the workpiece diameter to ensure a clean, complete pattern formation without defects.
l Optimizing CNC Machining Parameters: Key parameters for how to knurl on CNC equipment must be carefully controlled. This includes spindle speed (RPM) to prevent “chatter,” the feed rate to form a clean pattern without smearing the material, and the depth of engagement. These parameters often need adjustment based on the workpiece material, whether it’s aluminum, stainless steel, or engineering plastics.
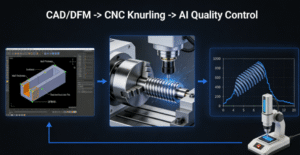
Figure 2: A systematic workflow—integrating design, machining, and quality control—is key to leveraging precision knurling for cost reduction and quality assurance in mass production.
Can AI and Advanced Metrology Revolutionize Knurling Quality Control?
The integration of smart technologies is transforming knurling from a craft into a data-driven science, ensuring unprecedented levels of quality and consistency.
1. AI-Driven Predictive Maintenance
By leveraging AI in manufacturing, data from machine sensors can be analyzed to predict tool wear on knurling wheels. This enables predictive maintenance, scheduling tool changes before quality degrades, which reduces unplanned downtime and ensures every produced part meets specifications.
2. Precision Metrology for Quantitative Validation
Advanced metrology tools, such as optical scanners or 3D profilometers, move quality control beyond subjective visual inspection. These systems can quantitatively measure texture depth, consistency, and form, generating detailed deviation reports to guarantee batch-to-batch conformity. Research from institutions like the National Institute of Standards and Technology (NIST) in advancing smart manufacturing and precision metrology provides a strong authoritative backbone for these AI-driven quality control applications.
What Are the Hidden Costs of Improper Knurling and How to Avoid Them?
Neglecting the principles of precision knurling can lead to significant hidden costs that erode profitability. Understanding these risks is the first step toward mitigation.
l The True Cost of Poor Quality: Improper knurling manifests in various expensive ways. These include a high scrap rate due to poor pattern formation or dimensional inaccuracy, time-consuming rework, premature tool wear, and – most damaging – product failures in the field leading to returns and warranty claims.
l A Summary of Best Practices for Cost-Saving: Avoiding these costs hinges on adhering to best practices: integrating knurling early in design, selecting the correct pattern and tools, optimizing CNC parameters, and implementing rigorous quality control. Investing in a precision knurling service that masters these aspects from the start is a proven strategy for avoiding hidden expenses and ensuring long-term manufacturing efficiency.
Conclusion
Precision knurling is far more than just creating a grip. When correctly understood and applied, it is a powerful tool that significantly drives manufacturing efficiency by enhancing product functionality, simplifying manufacturing processes, and guaranteeing the highest product quality. Integrating precision knurling into early design strategy is a key differentiator for companies aiming to excel in a competitive market.
FAQs
Q: What is the primary purpose of knurling?
A: While improving grip is the most recognized purpose, knurling serves multiple functions. It enhances operational safety by providing a non-slip surface, allows for mechanical assembly without additional fasteners through press fits, and significantly improves the aesthetic appeal and brand identity of a product.
Q: How does diamond knurling differ from straight knurling in terms of application?
A: Diamond knurling, with its criss-cross pattern, offers superior grip in all directions and is often chosen for applications requiring high torque or where aesthetics are a priority. Straight knurling provides a directional grip and is typically used for thumb grips or simple adjustment rings. The choice impacts both functionality and manufacturing considerations.
Q: Can knurling be applied to plastic parts during prototyping?
A: Yes, knurling can be successfully applied to many engineering plastics. During prototyping, it’s crucial to consider material properties like flexibility and melting point. Techniques may be adjusted to achieve a clean texture without cracking or deforming the part, allowing for parameter testing before full-scale production.
Q: What are the key parameters to control for a high-quality knurling finish on a CNC lathe?
A: Achieving a high-quality finish requires careful control of several parameters: the correct alignment of the knurling tool, appropriate spindle speed to avoid chatter, sufficient feed rate to form a clean pattern, and the use of cutting fluid to manage heat and extend tool life.
Q: How does improper knurling lead to increased manufacturing costs?
A: Improper knurling can lead to a range of issues that drive up costs, including scrapped parts, time-consuming rework, premature tool wear, and potential product failures in the field leading to returns and warranty claims. Investing in correct setup and process control from the start avoids these hidden expenses.
Author Bio
The author is a CNC machining and manufacturing specialist at LS Manufacturing, a company that helps engineers and researchers solve complex part challenges in aerospace, medical, and automotive industries through precision CNC technologies. With certifications such as IATF 16949 and AS9100D, the team ensures high-quality, repeatable solutions utilizing advanced CNC machining and engineering expertise. For more insights or to discuss your specific CNC machining needs, contact them today for a free, no-obligation project review and DFM analysis. Turn your concept into a cost-effective manufacturing reality.

Hilary Gumbel: A Closer Look at Her Impactful Life

Tim Duncan Wife: A Glimpse into Their Family Life and Legacy

Michael Charles Gosselaar: Unveiling His Life and Career
